

Consumer Insights
Uncover trends and behaviors shaping consumer choices today
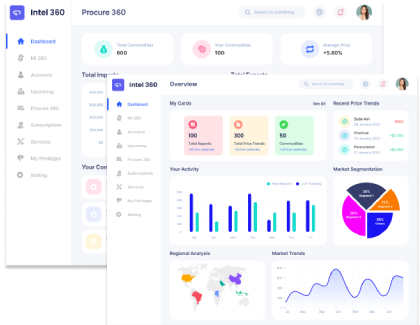
Procurement Insights
Optimize your sourcing strategy with key market data
Industry Stats
Stay ahead with the latest trends and market analysis.
The Expert Market Research report, titled “Soft Drink Concentrate Manufacturing Plant Project Report 2025 Edition: Industry Trends, Capital Investment, Price Trends, Manufacturing Process, Raw Materials Requirement, Plant Setup, Operating Cost, and Revenue Statistics,” provides an in-depth and comprehensive examination of the financial and operational aspects of establishing soft drink concentrate plant.








The report is the result of extensive primary and secondary research, offering a detailed analysis of current market trends, including the effects of COVID-19 on both global and regional scales. It profiles key industry players, giving insights into their market strategies, production capacities, and financial performance, which are crucial for benchmarking and competitive analysis.
It delves into historical, current, and forecasted price trends, helping stakeholders understand market dynamics and price volatility. The report provides a thorough analysis of the mass balance and raw materials requirements, ensuring a clear understanding of the input-output ratios essential for efficient production. Detailed examinations of the various unit operations integral to the soft drink concentrate manufacturing process are included, highlighting process optimisation techniques and technological advancements.
The report presents a comprehensive capital cost analysis, detailing the financial investment required for setting up a soft drink concentrate plant. This includes an exhaustive breakdown of costs associated with raw materials, catchem, utilities, labour, packaging, transportation, land acquisition, construction, and machinery. Additionally, it offers an in-depth look at the operating costs, providing clarity on the recurring expenses involved in running the plant.
Projected profit margins and optimal product pricing strategies are outlined, offering guidance on maximising profitability. The report also addresses regulatory frameworks, environmental impacts, and sustainability measures pertinent to the soft drink concentrate industry.
Soft drink concentrate is a thick consistency liquid used to produce carbonated soft drinks. It typically contains water, sweeteners, and flavours. Manufacturers dilute the concentrate with carbonated water to create the final beverage. Concentrates allow for efficient storage, transportation, and distribution of soft drinks. They are an essential component in the production of popular beverages offered by brands like Coca-Cola, Pepsi, Red Bull, Lipton, etc. Almost every beverage brand has their own secret and guarded concentrate formula which enables them to add unique taste in their soft drinks.
Soft drink concentrates are highly concentrated syrups used as the base for producing soft drinks. They are characterised by their high sugar content, typically ranging from 50 to 70% by weight, which provides the sweetness taste to beverages. These concentrates also contain intense flavouring agents, either natural or artificial, to impart the desired flavour profile. Colouring agents are added to achieve the specific colour associated with the brand or flavour. Acidulants, such as citric acid, are included to balance the sweetness and provide a tart taste. Preservatives are also present to prevent microbial growth and ensure the concentrate's stability during storage and transportation. The concentrate is designed to have minimal water content, reducing its volume and weight, making it more efficient for storage and transport.
The production of soft drink concentrate begins with the treatment of the water used as the base. The water undergoes rigorous purification to remove any microorganisms. Next, the raw materials required for the concentrate like flavour concentrates, sweeteners, and packaging components are received, inspected, and analysed. Once approved, these materials are moved to the manufacturing area, where the treated water and liquid/solid ingredients are carefully measured and pumped into stainless steel mixing tanks. Then the manufactured concentrate is piped into a sanitised filling room, where concentrate is filled into the appropriate containers. Finally, the filled and labelled concentrate containers are moved to the warehouse for storage. They are then prepared for shipment to bottling companies, ensuring all labelling regulations are met.

Read more about this report - REQUEST FREE SAMPLE COPY IN PDF
The industrial synthesis of soft drink concentrate involves a series of steps focusing on the blending of various ingredients to achieve a standardised, flavour-consistent product rather than chemical reactions as found in traditional chemical synthesis. Here’s an overview of the process:
1. Ingredient Preparation
The primary ingredients for soft drink concentrates are water, sugar (sucrose, high fructose corn syrup, or artificial sweeteners), flavourings (natural or artificial), acids (like citric acid or phosphoric acid), colours, and preservatives.
2. Mixing
The first step in making the concentrate is mixing the sugar and water to create a syrup. This involves dissolving the sugar in water at high temperatures to ensure complete solubilsation.
C12H22O11 (sucrose) + H2O → sugar syrup
3. Addition of Flavourings and Colourants
Flavourings, which can be natural extracts or synthetic flavours, and colourants are then added to the syrup. The specific types and amounts depend on the desired flavour profile of the final product.
4. Acid Addition
Acids, such as citric acid or phosphoric acid, are added to balance the sweetness and enhance the drink's taste.
Citric Acid (C6H8O7) → flavour enhancement
5. Incorporation of Preservatives
Preservatives like sodium benzoate or potassium sorbate are added to prolong the shelf life of the concentrate.
NaC7H5O2 (sodium benzoate) → preservation
6. Homogenisation
The mixture is homogenised to ensure uniform distribution of all components, preventing separation during storage.
7. Pasteurisation
The concentrate is pasteurised to eliminate any microbial contaminants, which involves heating the mixture to a specific temperature for a set duration.
8. Packaging
Finally, the concentrate is cooled and packaged in aseptic containers under sterile conditions to prevent contamination.
9. Quality Control
Throughout the process, rigorous quality control measures are implemented to ensure the product meets all safety and flavour standards.
The primary use of these concentrated syrups and essences is in the production of carbonated soft drinks, such as classic cola flavours and non-cola varieties like citrus, berry, and tropical fruit. However, soft drink concentrates are also used in the manufacturing of non-carbonated beverages, including fruit juices, iced teas, and flavoured waters. The rising demand for convenient, ready-to-drink options has bolstered the use of these concentrated bases, which can be quickly diluted and packaged for on-the-go consumption. Furthermore, the trend towards healthier beverage choices has led to the development of soft drink concentrates with natural sweeteners, reduced sugar content, and functional ingredients like probiotics or antioxidants. Examples include sparkling waters infused with fruit essences and low-calorie cola alternatives made with stevia or monk fruit.
This production cost analysis report by Expert Market Research scrutinises the soft drink concentrate manufacturing process, offering a comprehensive overview necessary for stakeholders considering venturing into this sector. Based on the latest economic data, the report encompasses detailed insights into the primary process flow, raw material requirements, reactions involved, utility costs, operating costs, capital investments, pricing strategies, and profit margins. This report is an indispensable resource for entrepreneurs, investors, researchers, consultants, business strategists, and all those who have any kind of stake in the soft drink concentrate industry. It equips them with essential information and strategic insights to effectively navigate the complexities of the market.
The following sections detail the comprehensive scope of the prefeasibility report for a soft drink concentrate production plant:
This prefeasibility report aims to equip potential investors and existing manufacturers with crucial insights to make informed decisions in the soft drink concentrate industry.
*While we strive to always give you current and accurate information, the numbers depicted on the website are indicative and may differ from the actual numbers in the main report. At Expert Market Research, we aim to bring you the latest insights and trends in the market. Using our analyses and forecasts, stakeholders can understand the market dynamics, navigate challenges, and capitalize on opportunities to make data-driven strategic decisions.*
Get in touch with us for a customized solution tailored to your unique requirements and save upto 35%!
Basic Plan
USD 2,699
USD 2,429
Get Startedtax inclusive*
Raw Material and Product Specification, Raw material consumption, Process flow diagram
Machinery Cost, Working Capital
Utilities consumption, Operating cost, Overheads, Financing Charges, GSA , Packaging
Premium Plan
USD 3,699
USD 3,329
Get Startedtax inclusive*
Key Processing Information, Capital Investment Analysis, Conversion Cost Analysis
Raw material consumption and prices, Utilities consumption breakdown, By-Product Credit, Labour Charges Breakdown
Land and Site Cost, Equipment Cost, Auxiliary Equipment Cost, Contingency, Engineering and Consulting Charges
Enterprise Plan
USD 4,799
USD 4,079
Get Startedtax inclusive*
Key Processing Information, Capital Investment Analysis, Conversion Cost Analysis, Variable Cost Breakdown, Investing Cost Breakdown,
Breakdown of machinery cost by equipment, Auxiliary Equipment Cost, Piping, Electrical, Instrumentation
Cost of Construction, Plant Building, Site Development Charges
Land Cost, Development Charges
Dynamic Spreadsheet (Unlocked)
*Please note that the prices mentioned below are starting prices for each bundle type. Kindly contact our team for further details.*

Basic Plan
USD 2,699
USD 2,429
Key Processing Information
Raw Material and Product Specification, Raw Material Consumption, Process Flow Diagram
Capital Investment Analysis
Machinery Cost, Working Capital
Conversion Cost Analysis
Utilities Consumption, Operating Cost, Overheads, Financing Charges, GSA , Packaging
Premium Plan
USD 3,699
USD 3,329
All Contents of Basic Report
Key Processing Information, Capital Investment Analysis, Conversion Cost Analysis
Variable Cost Breakdown
Raw Material Consumption and Prices, Utilities Consumption, Breakdown By-Product Credit, Labour Charges Breakdown
Investing Cost Breakdown
Land and Site Cost, Equipment Cost, Auxiliary Equipment Cost, Contingency, Engineering and Consulting Charges
Enterprise Plan
USD 4,799
USD 4,079
Includes all Report Content
Key Processing Information, Capital Investment Analysis, Conversion Cost Analysis, Variable Cost Breakdown, Investing Cost Breakdown,
Equipment Cost Breakdown
Breakdown of Machinery Cost By Equipment, Auxiliary Equipment Cost, Piping, Electrical, Instrumentation
Land and Construction Cost Details
Land Cost, Development Charges, Cost of Construction, Plant Building, Site Development Charges
Dynamic Excel Cost Model
Dynamic Spreadsheet (Unlocked)
*Please note that the prices mentioned below are starting prices for each bundle type. Kindly contact our team for further details.*
Flash Bundle
Number of Reports: 3
20%
tax inclusive*
Small Business Bundle
Number of Reports: 5
25%
tax inclusive*
Growth Bundle
Number of Reports: 8
30%
tax inclusive*
Enterprise Bundle
Number of Reports: 10
35%
tax inclusive*
How To Order
Our step-by-step guide will help you select, purchase, and access your reports swiftly, ensuring you get the information that drives your decisions, right when you need it.

Select License Type
Choose the right license for your needs and access rights.

Click on ‘Buy Now’
Add the report to your cart with one click and proceed to register.

Select Mode of Payment
Choose a payment option for a secure checkout. You will be redirected accordingly.
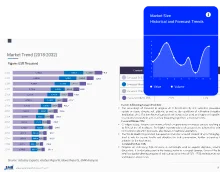
Track prices with detailed trend reports.

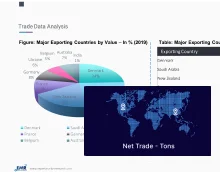
Analyse trade data for supply chain insights.

Leverage cost reports for smart savings
Enhance supply chain with partnerships.

Gain insights to stay ahead and seize opportunities.
Get insights & trends for a competitive edge.

Track prices with detailed trend reports.
Analyse trade data for supply chain insights.
Leverage cost reports for smart savings
Enhance supply chain with partnerships.
Gain insights to stay ahead and seize opportunities.
Get insights & trends for a competitive edge.
Track prices with detailed trend reports.
Analyse trade data for supply chain insights.
Connect For More Information
Our expert team of analysts will offer full support and resolve any queries regarding the report, before and after the purchase.
Our expert team of analysts will offer full support and resolve any queries regarding the report, before and after the purchase.
We employ meticulous research methods, blending advanced analytics and expert insights to deliver accurate, actionable industry intelligence, staying ahead of competitors.
Our skilled analysts offer unparalleled competitive advantage with detailed insights on current and emerging markets, ensuring your strategic edge.
We offer an in-depth yet simplified presentation of industry insights and analysis to meet your specific requirements effectively.
Australia
63 Fiona Drive, Tamworth, NSW
+61-448-061-727
India
C130 Sector 2 Noida, Uttar Pradesh 201301
+91-723-689-1189
Philippines
40th Floor, PBCom Tower, 6795 Ayala Avenue Cor V.A Rufino St. Makati City,1226.
+63-287-899-028, +63-967-048-3306
United Kingdom
6 Gardner Place, Becketts Close, Feltham TW14 0BX, Greater London
+44-753-713-2163
United States
30 North Gould Street, Sheridan, WY 82801
+1-415-325-5166
Vietnam
193/26/4 St.no.6, Ward Binh Hung Hoa, Binh Tan District, Ho Chi Minh City
+84-865-399-124
United States (Head Office)
30 North Gould Street, Sheridan, WY 82801
+1-415-325-5166
Australia
63 Fiona Drive, Tamworth, NSW
+61-448-061-727
India
C130 Sector 2 Noida, Uttar Pradesh 201301
+91-723-689-1189
Philippines
40th Floor, PBCom Tower, 6795 Ayala Avenue Cor V.A Rufino St. Makati City, 1226.
+63-287-899-028, +63-967-048-3306
United Kingdom
6 Gardner Place, Becketts Close, Feltham TW14 0BX, Greater London
+44-753-713-2163
Vietnam
193/26/4 St.no.6, Ward Binh Hung Hoa, Binh Tan District, Ho Chi Minh City
+84-865-399-124


Share